

According to market research, the global sheet metal market size was $262.2 billion in 2019 and is expected to grow at a compound annual growth rate (CAGR) of 5.0% from 2020 to 2025.
Sheet metal bending is mainly used to bend flat metal sheets into specific angles and shapes by applying force. In this article, we’ll learn how to bend sheet metal, what tools are needed, and what steps to take.
Why Bend Sheet Metal
Do you have experience with DIY? If you do, you can certainly understand wanting DIY materials that can change shape at will. That way, whatever you’re going to do will fit your needs.
The reason for bending sheet metal is the same, except that it requires an external force to change the shape of the metal. The bent shape can be adapted to the fixed needs of various industries. The specific applications are as follows:
Automotive Industry
- V-shaped/U-shaped bends: Used in seat frames and chassis for structural strength.
- Complex curves: Employed in exhaust systems for enhanced flow and performance.
Construction Industry
- Arcs and waveforms: Used in facades and roofing for aesthetic and structural purposes.
- Spiral bends: Utilized in staircases and architectural features for unique designs.
Aerospace Industry
- Tight-radius bends: Integral for airframe components and wing sections for aerodynamic efficiency.
- Gentle curves: Applied in internal cabin dividers to optimize space utilization.
Shipbuilding
- Large-radius bends: Crucial for hull construction and deck layouts for durability.
- Angular bends: Used in bulkheads and structural reinforcements to withstand marine conditions.
Electronics Manufacturing
- Rectangular bends: Common in enclosures and casings to protect and house electronics.
- Custom bends: Used in cooling ducts and brackets to fit compact spaces efficiently.
6 Types of Sheet Metal Bends
The method of bending sheet metal has changed dramatically. It used to be that metal workers forged and hammered the metal into the desired shape. Now it’s a machine called a bending machine that is used to apply the force needed to bend, roll, and stamp the metal.
These methods can now create precise bends in sheet metal with a “radius” (a measurement of the distance between the two sides of the bend) accurate to a fraction of a millimeter. The following are common types of sheet metal bending:
- Air Bending: The sheet metal contacts only the die corners at the top and bottom, then is pressed into the die to form an angle. This method is flexible and allows quick angle adjustments.
- Bottoming: Sheet metal is fully pressed between the top and bottom molds to match the bottom mold’s shape precisely, used for greater precision and minimal spring back.
- Coining: This applies extreme pressure to permanently change a metal sheet’s shape, targeting very precise angles and eliminating material spring back.
- V-Bending: Utilizes a V-shaped die suitable for various metal thicknesses and types, offering adaptability across different production needs.
- U-Bending: Similar to V-bending but uses a U-shaped die, ideal for forming U-shaped profiles in sheet metal.
- Wipe Bending: The top die moves straight over the sheet metal, bending it under a fixed edge, typically used for thinner sheets with lower equipment costs.
Tools and Equipment for Bending Sheet Metal
When it comes to bending sheet metal, a variety of tools and equipment are essential for achieving precise and efficient results. From handheld tools to advanced bending machines, each plays a crucial role in shaping metal sheets according to specific project requirements.
Hand Tools
Hand benders are essential tools for small or on-site metal bending tasks. Ideal for simple bending operations in environments such as HVAC installations, automotive repair, or custom furniture manufacturing.
Mechanical Equipment
Press Brake: Provides precise bending by using a die to press sheet metal into the desired shape. Higher equipment and maintenance costs make them suitable for mass production.
Roll Benders: Roll Benders are used to create curved and cylindrical structures by gradually bending metal using multiple rollers. They can handle large-diameter materials but have limited control over complex shapes.
Bending Machines: Machines achieve precise bending by clamping the metal between two straight-edged tools and then folding the crossbeam to apply pressure. Ideal for projects requiring high precision and neat edges, such as decorative metalwork, architectural cladding, and automotive component manufacturing.
CNC Equipment
Precision control of mechanical equipment in bending operations is achieved through CNC technology. CNC machines can store multiple project parameters, simplifying the production of repetitive parts. CNC equipment is particularly suited to complex and delicate bending tasks and is widely used in the automotive, aerospace, and precision engineering industries.
Rules for Bending Sheet Metal
To bend sheet metal, you first need to understand the rules of bending. Otherwise, you will take a lot of detours, resulting in a waste of labor and material resources.
Material Selection
In the process of bending sheet metal, the characteristics of different materials have a lesser effect on the bending process. For example, stainless steel is harder than aluminum and requires more force to bend; aluminum is softer and easier to form but more prone to cracking. In addition, a material’s modulus of elasticity and yield strength affect its ability to regain its shape after being stressed.
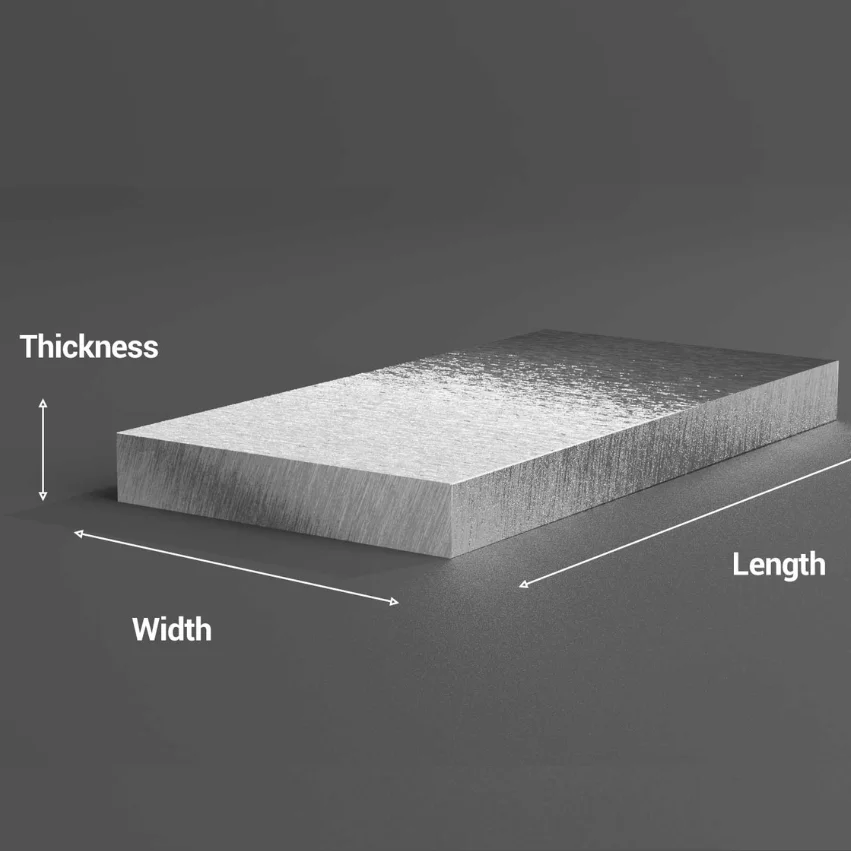
Thickness and Bending Radius
There is a direct relationship between the thickness of a sheet metal and its bending radius. In general, the thicker the plate, the greater the minimum bending radius required. This is because thicker plates have a greater ability to resist deformation during bending, and attempting to bend to a small radius may cause the material to fracture or create excessive stress.
Calculation of Bending Angle
The calculation of the bend angle involves several key geometric parameters and material properties. The basic formula is based on the bending radius, the thickness of the material, and the modulus of elasticity of the material. The formula is shown below:

where the bending length is the actual length of the material in the bending section and the bending radius is the distance from the inside to the bending centerline. With this formula, it is possible to pre-calculate the setup parameters needed to perform operations on a specific bending machine, allowing for precise bending.

Step-by-Step Guide to Bending Sheet Metal
Bending sheet metal requires careful preparation, precise tool or machine setup, and a systematic bending process. Here’s a step-by-step guide to knowing you’re done bending sheet metal.
Step 1: Gather Materials
Before you begin, ensure you have all the necessary tools and materials to successfully bend sheet metal with a vise. You will need:
- Two wooden or metal templates
- A block of hardwood and a heavy-duty hammer or mallet (optional)
- Calculator or online bending calculator
- Marker
- Protractor
- Rubber, plastic, or rawhide mallet
- Ruler or measuring tape
- Sheet metal
Step 2: Determine the Thickness of the Metal
Use a ruler or tape measure to determine the thickness of the sheet metal. This can help you calculate the bending allowance as well as see if you need special machinery (such as a brake or blowtorch) to bend thicker metal.
Step 3: Calculation of the bending allowance
The bending allowance takes into account the expansion of the material on the outside of the bend. Use the following formula to calculate the bending allowance:

Where B is the complementary angle to the desired bend angle (1 to 180 degrees), MT is material thickness, IR is the internal radius, and K is the K-factor, obtainable from a bend allowance chart.
Step 4: Mark the Bend Lines
Use a protractor to draw a clear line where you intend to bend the sheet metal. Using the bending allowance as the distance between the two bending lines (representing the bending radius), mark the second bending line.
Step 5: Cut the Sheet to Size
Trim the sheet metal, leaving about a 1/4 inch extra for finishing. File down any rough edges to prevent cracking or splits in the metal.
Step 6: Place the Template in the Vise
Align the edge of your template with the desired bend angle. Position the template in the vise with the guide angle facing upward and protruding from the vise.
Step 7: Clamp the Metal in the Vise
With the template in place, clamp the metal sheet firmly between the blocks of the template. Ensure the bend lines align with the template’s guide angle.
Step 8: Fixing Excess Metal
If the metal extends far outside the template blocks, support it to prevent excessive bouncing that could negatively affect the bend. Consider having a friend or colleague stabilize the piece by hand while wearing gloves to avoid cuts.
Step 9: Bend the Metal with a Mallet
Use a rubber, plastic, or rawhide mallet to gently tap the metal. Continue until it bends toward the template and gradually reaches the desired angle. Start hammering from one end of the bend and work slowly back and forth along the bend lines until the metal achieves the desired angle.
Tips:
- Express material thickness in decimal for accurate bend allowance calculations.
- Recheck and adjust bend angles if calculations seem incorrect, especially for non-90° bends.
- Secure the vise tightly to withstand bending pressure and prevent template slippage.
- Use a torch carefully along the bend seam when heating thick metal; avoid excessive heat to prevent damage.
- Position bends in areas with ample material and uses a consistent bend radius.
- Ensure the internal bend radius is at least equal to the sheet thickness.
- Bend hard materials perpendicular to the rolling direction to avoid breakage.
- Design features like holes and slots should be at least three times the sheet thickness away from bends to avoid distortion.
Read More
What Does a Metal Fabricator Do? A Complete Guide