



Deep drawing is a manufacturing process used to create seamless hollow parts from flat sheet metal. It is a shape transformation process with material retention. The process is considered “deep” drawing when the depth of the drawn part exceeds its diameter. Typically, this is accomplished by redrawing the part through a series of dies.
During deep drawing, the sheet metal in the shoulder area of the die (i.e. the flange area) is subjected to radial tensile and tangential compressive stresses due to the retained properties of the material. This method is ideally suited for the production of high-strength, lightweight parts with precise dimensions and smooth surfaces. Now, let’s delve into the specifics of deep drawing and its applications.

What are Deep Drawn Parts?
- The process involves placing a sheet of metal on a die and then using a punch to stretch the metal into the desired shape. Deep-drawn parts are components that are produced through the deep-drawn process. These parts are commonly used in various industries due to their strength, durability, and cost-effectiveness. Some typical examples of deep-drawn parts include
- Automotive components: Fuel tanks, transmission housings, and engine components benefit from the high strength and lightweight characteristics of deep-drawn parts.
- Aerospace components: Aircraft panels, structural components, and fuel tanks are often deep drawn to ensure precision and durability.
- Medical Devices: Surgical instruments, implantable devices, and medical containers are deep-drawn for seamless construction and reliability.
- Consumer Goods: Everyday items such as kitchen utensils, battery cases and electronic housings are deep drawn for their smooth surfaces and precise dimensions.
Benefits of Deep Draw
Deep-drawing technology has significant advantages in manufacturing complex shapes with high precision. It reduces material waste and improves productivity, making it an essential and important process in modern manufacturing.
High Precision and Quality
Deep drawing produces parts with high precision and smooth surfaces. This ensures consistent quality and reduces the need for additional finishing processes.
Material Efficiency
The process involves minimal material waste since it retains the material’s integrity and strength throughout the forming process. This efficiency translates to cost savings on raw materials.
Structural Strength
Deep drawn parts often exhibit superior strength and durability due to the work-hardening of the material during the drawing process. This makes them ideal for demanding applications such as automotive and aerospace components.
Complex Shapes
Deep drawing can create complex shapes and geometries that would be challenging to achieve with other manufacturing processes. This capability allows for greater design flexibility and innovation.
Cost-effective for Large Volumes
Once the initial setup is complete, deep drawing becomes highly cost-effective for producing large volumes of parts. The per-unit cost decreases significantly as production scales up.
Versatility
This process is suitable for a wide range of metals, including steel, aluminum, copper, and brass. It can be adapted to various thicknesses and material types, making it versatile for different applications.
Speed and Efficiency
Deep drawing can produce parts quickly and efficiently, reducing lead times and increasing production throughput. This speed is advantageous for industries requiring rapid production cycles.
Disadvantages of Deep Draw
High Initial Setup Costs
The initial setup (including tools and machinery) for deep drawing can be expensive. This upfront investment may not be justified for small-batch production. The tools and molds used in deep drawing wear out over time and require regular maintenance and replacement. This adds to ongoing operating costs.
Material Limitations
While deep drawing is versatile, not all materials are suitable for this process. Brittle materials may crack or fracture under the stresses involved, limiting the range of materials available.
Design Constraints and Thickness Variations
While deep drawing allows for complex shapes, certain design constraints still need to be considered, such as the ratio of depth to diameter. Excessive depth can lead to defects such as wrinkling or tearing. During the drawing process, the thickness of the material may become uneven, especially at deeper draws. This variation can affect the strength and performance of the part.
Long Tool Lead Times
It can take a significant amount of time to design and manufacture the tools required for deep drawing. This lead time can delay the start of production and affect project schedules. It is not cost-effective for small production runs. Setting up the press can be lengthy and requires the experience and expertise of an eyelet toolmaker.
How Accurate is Deep Drawing?
Deep drawing is a highly precise manufacturing process capable of producing parts with strict tolerances and complex shapes. Here are the specific tolerance standards we can achieve through the deep drawing process:
Tolerances Achievable with Deep Drawing
- Linear Dimension
- With Drawing: We can achieve a tolerance of ±0.1 mm or ±0.004 inches. This level of precision typically meets the ISO 2768-mk standard, suitable for applications requiring very strict dimensional accuracy.
- Without Drawing: Even without detailed drawings, we can still achieve tolerances conforming to the coarse grade of the ISO 2768 standard, ensuring the dimensional precision of the parts.
- Bend to Hole
- With Drawing: We can achieve a tolerance of ±0.2 mm or ±0.008 inches. This precision also meets the ISO 2768-mk standard, ideal for parts requiring high-precision positioning and fitting.
- Without Drawing: In the absence of detailed drawings, we still ensure tolerances conforming to the coarse grade of the ISO 2768 standard, guaranteeing the functionality and reliability of the parts in practical applications.
- Angular Tolerance
- With Drawing: We can achieve a tolerance of ±0.5 degrees, which meets the coarse grade of the ISO 2768 standard, suitable for parts with angular precision requirements.
Through the deep drawing process, we can achieve very high levels of accuracy and consistency. Specifically, we can achieve a linear dimension tolerance of ±0.1 mm (or ±0.004 inches), a bend-to-hole tolerance of ±0.2 mm (or ±0.008 inches), and an angular tolerance of ±0.5 degrees.
These tolerance standards meet the ISO 2768-mk and ISO 2768 coarse grade requirements, ensuring that our parts maintain high quality and performance in various applications. Whether producing high-precision standard parts or complex parts requiring strict tolerance control, deep drawing is a reliable and effective manufacturing process.
What Material is Used For Deep Drawing?
Deep drawing is a versatile manufacturing process that can work with a variety of materials. The choice of material depends on the desired properties of the final product, such as strength, ductility, and corrosion resistance. Here are some common materials used for deep drawing:

Steel
Low carbon steel is commonly used for deep drawing due to its excellent ductility and formability. It is ideal for producing automotive parts, kitchen utensils, and various industrial components.
Stainless steel is preferred for applications requiring corrosion resistance and strength. It is widely used in the medical, food, and chemical industries for making surgical instruments, containers, and other equipment. Read more: how to bend Stainless tubing.
Aluminum
Aluminum is lightweight (lighter than titanium) and has good formability, making it suitable for deep drawing. It is often used in the automotive and aerospace industries to produce components that require a high strength-to-weight ratio. Aluminum is also commonly used in consumer goods such as beverage cans and kitchenware.
Copper
Copper and its alloys, such as brass, are used for deep drawing when electrical conductivity and corrosion resistance are important. It is commonly used in the electronics industry for making connectors, switches, and other electrical components.
Related read: stainless steel Vs copper cookware
Brass
Brass, an alloy of copper and zinc, combines good formability with a pleasing appearance. It is used in applications such as decorative items, plumbing fixtures, and musical instruments.
Titanium
Titanium is known for its high strength-to-weight ratio and excellent corrosion resistance. Although more challenging to work with, it is used in high-performance applications in the aerospace, medical, and marine industries.
Nickel Alloys
Nickel alloys are used for their high-temperature resistance and corrosion resistance. They are suitable for deep drawing parts that need to withstand harsh environments, such as components in the aerospace and chemical processing industries.
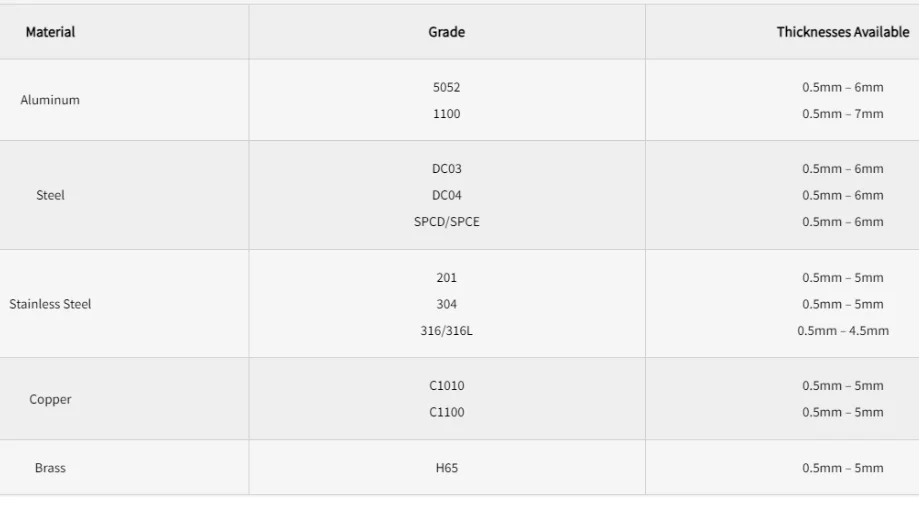
We offer a wide range of metal materials for the manufacture of deep-drawn stamped parts. The large bending capacities of common materials are as follows:
How Can I Prevent Sheet Metal From Wrinkling?
Preventing wrinkles during sheet metal forming requires a combination of crimping force, material selection, mold design, forming speed, lubricant use, and pre-stretch treatment. Here are some effective ways to do this:
Crimping force. Appropriate crimping force can effectively prevent wrinkles from appearing in the forming process of sheet metal. By adjusting the crimping force so that it is large enough to prevent the material from moving too much, but not so large as to cause the material to break, the flatness and smoothness of the sheet metal can be maintained.
Material is also important, as choosing a material with good ductility and molding properties can reduce wrinkles. For example, mild steel and aluminum alloys are commonly used in deep drawing and stamping processes because of their good ductility and formability.
In addition, the surface smoothness and hardness of the mold also affect the molding results. Keeping the surface of the mold flat and smooth helps prevent wrinkles.
Molding speed. A slower molding speed allows for a more even distribution of material and reduces wrinkles. Therefore, the speed should be appropriately reduced during the molding process to ensure that the material is subjected to uniform stress distribution during deformation.
Finally, a lubricant can help the material flow more smoothly and prevent material buildup and wrinkles caused by excessive friction.
Contact us today if you need deep drawn metal forming!
More Articles:
- Laser Cutting Machines: Types, Prices and Applications
- 3 Key Differences Between Stainless Steel Grades
- What Does a Metal Fabricator Do? A Complete Guide
- Stamping Technology: The Hidden Hero of Manufacturing Industry
- What Is CNC Milling Machine – Process & Application
- How to Bend Sheet Metal: A Step-by-Step Guide